
刘丹
安科瑞电气股份有限公司 上海嘉定 2018011
摘 要:随着科技的发展,各行各业都在推进智能化建设,智能化是在信息收集、自动化建设基础上诞生的更高级的技术。随着网络技术的进步、设备性能的提高,选煤行业也具备了进行智能化建设的条件。文章介绍了选煤厂自动化各个子系统和选煤厂信息化各个子系统,并分别阐述了各自所处的发展阶段以及投入智能化需具备的条件,指出智能化系统既能提高效益,又能提高核心竞争力,还能进一步优化生产系统结构。智能化建设是工业发展的趋势。
关键词:智能化选煤厂;自动化系统;信息化系统;大数据分析
0引言
煤炭是我国的主要能源之一,也是经济的重要支柱之一。随着技术的发展和进步,煤炭行业在自动化和信息化技术上取得了长足的进步。在设备可靠性方面,新建设的选煤厂,前三年在生产运行中很少出现设备问题,设备维修成本很低,如果按照设备要求正常生产就可以保证设备的良好生产状况,说明设备的可靠性已经达到了一定的水平:在信息化方面,现在SQL、ORACLE等数据库软件在选煤厂已经得到普遍应用,大多数选煤厂也都注意到了生产数据的重要性,形成了良好的存储习惯,并在大量数据的基础上做了一定的分析;在自动化方面,主流的控制系统都已经具备了以太网网络通讯功能,大、中、小型化的控制器都具备了网络功能,所有生产设备都能方便地纳入整套控制系统中:在网络方面,已经进入了网络信息时代,万物互联,信息交互实时可靠,选煤企业一直存在的“消息壁垒"、“信息孤岛"问题都有了成熟的解决方案,物联网技术、云平台技术,尤其是网络通讯速率的提高,为数据的实时性提供了一定的保障。选煤厂生产智能化对于工艺环节比较固定的洗选系统,可以提高产品的分选精度和生产效率,节能降耗:对于工艺环节比较复杂,存在各种可能流程的洗选系统,随着洗选过程的累积,有可能诞生更优秀的洗选工艺流程。系统智能化就像给系统装上了不疲惫的人类大脑一样,它主动地感知和分析判断怎样能让系统更加优化。
1选煤生产系统组成
选煤厂生产系统从原煤来料开始,直至洗选出产品煤,并配送装车结束。设备流程如图1所示。

选煤生产系统首先要根据洗选产品要求化验原煤,确定原煤配比和分选指标,然后根据分选指标进行原煤分选生产,生产中按照要求定时取样化验原煤和产品指标,原煤经分选后落入产品仓,后产品计量装车。
2选煤自动化系统
2.1原煤配煤系统
给煤机由变频电机来驱动,利用变频器给电动机供电,改变变频器输出电压的频率就可以改变给煤机的给煤速度,从而改变给煤机的给煤量。为了实现给煤机给煤量的控制,就要对每台给煤机给煤量的大小进行检测,由于给煤机给出的煤落入带式输送机上,故可在带式输送机的输送带上安装电子皮带秤对给煤量进行实时检测,然后由PLC将检测到的实时煤流量和预先设定的煤流量构成闭环,这样就可以实现给煤量的精准控制,从而完成选煤厂的定制化生产要求。目前配煤系统已经应用在很多选煤厂,基本达到预期效果。
2.2煤质化验系统
化验部分的自动化目前能够实现自动定位、自动取样、自动制样功能,其中自动定位由图像自动识别系统实现;自动取样由控制器驱动行走机构到采样点,调整好位置后,由取样机构进行取样;自动制样通过输送带、锤式破碎机、缩分器进行缩分制样。目前制样到分样及化验的自动环节还没有成熟方案。
2.3供配电系统
每个配电回路均配置智能断路器和智能综合保护器。智能断路器具备就地分合闸/远程分合闸功能,可将远程分合闸功能接入PLC系统;智能综合保护器具备过电压、欠电压、过载、短路、漏电、远程通讯、用电显示、故障显示、过载额定电流、过电压、欠电压、漏电流可调等功能,通过通讯方式接入PLC系统;在上位机界面就可以实时去操控配电回路,同时查看线路检测情况。现有选煤厂配置智能断路器的比较少,基本是维护人员需要维护哪台设备就通知电气人员去配电室拉开对应设备断路器,电气人员劳动作业时间比较长。
2.4集中控制系统
为每个设备设计二次控制回路,配合PLC进行必要的设备控制信号的采集和设备启停的控制,通过编制程序定制设备的启停方式及规则。常规有三种控制方式:①就地控制箱按钮启停(或者现场触摸屏启停);②上位机就地启停;③上位机集中启停。现有选煤厂基本都配备了集中控制系统,并且三种控制方式并存,在程序编制上虽然存在差异,但系统架构都已齐备。
2.5密度控制系统
在重介选煤工艺的必要环节中主要涉及到的选煤设备有旋流器、浅槽重介分选机、斜轮重介质分选机、立轮重介质分选机等。通过检测悬浮液密度、悬浮液磁性物含量,根据分选指标,去调节合格介质桶、泵的加水调节量和弧形筛下分流执行机构的开度。PLC采集密度、磁性物含量、压力、加水阀门开度、分流执行机构开度等数据,编制程序控制加水阀门和分流执行机构开度,保证悬浮液的密度和煤泥含量在合格范围内。现有重介选煤厂基本都配备了密度控制系统,有很多选煤厂将密度控制系统和集中控制系统直接整合在一套PLC系统中。
2.6浮选自动加药系统
该系统为浮选机、浮选柱等浮游选煤设备系统,根据煤质的不同,基本遵循干煤泥量定药剂量的原则添加药剂。浮游选煤药剂主要有捕收剂和起泡剂,根据煤质化验的不同,两种药剂遵循一定的质量比进行添加。PLC系统通过检测入选来料的浓度和流量,编制程序控制药剂的定量添加,常规定量添加设备为计量泵,也可以用普通泵与流量计配合添加。部分选煤厂还有采用人工微调的方式来进行药剂添加,或采用远程人工定量方式进行药剂添加,实现自动添加的选煤厂比较少。
2.7浓缩池自动加药系统
通过药剂加速煤泥水中煤泥的沉降,根据入料煤泥水成分的不同,基本遵循干煤泥量定药剂量的原则添加药剂。所用药剂主要有絮凝剂和凝聚剂,根据化验煤质的不同,两种药剂遵循一定的比例进行添加。PLC系统通过检测入料煤泥水的浓度、流量和溢流水的浊度,编制程序控制药剂的定量添加,常规定量添加设备为计量泵,还可以用普通泵与流量计配合来做定量添加。同样,实现自动添加的选煤厂比较少。
2.8设备运行状态监测系统
选煤设备种类很多,主要分为给料设备、筛分设备、破碎设备、分选设备、脱水设备、浓缩设备、压滤过滤设备、磁选设备、除铁设备、输送设备、泵类、风机类等,基本可以分为振动设备、固定设备、旋转设备。选煤厂电机基本为鼠笼异步电动机,主要检测电动机的轴温和定子线圈温度;泵类和振动类设备主要检测振动位移幅值、速度幅值、加速度幅值、横向偏移、纵向偏移,振动幅度等。现在选煤厂大型电机在采购时就跟厂家提出埋铂电阻的要求,以监测电机温度,还未采用其他检测手段。选煤厂目前离线振动检测技术已经成熟,但亟需在线实时振动检测技术。
2.9定量装车系统
一般采用小型PLC和电子衡配合来完成定量装车,由电子衡来称量质量,由PLC控制下料闸板,通过编制程序实现定量装车,有一定的精度误差,结算按后实际质量为准。我国煤炭装运水平参差不齐,操作方式各异,一般选煤厂都会设置地磅房,采用人工装车、人工记账的方式。这些方式自动化程度不高,不便于工作人员了解现场运行情况,不利于实时管理,进而影响企业的经济效益。
3选煤信息化系统
3.1煤质化验数据系统
煤质化验需要进行筛分、浮沉试验,得到原煤和产品煤的产率、灰分、水分、硫分、挥发分、黏结指数等数据,同时选煤生产各个必要的工艺环节数据都需进行化验,比如浮选精矿、浮选尾矿、磁选尾矿等,凡是涉及到成分变化的环节尽量有数据支撑。
3.2设备状态数据系统
状态数据是设备的非电性监测数据,是确保设备正常运行,需监测设备状态的信息。比如对电机类设备的温度监测,对泵类设备的振动监测,对筛分类设备的偏移监测,对压力类设备的压力监测等,这类数据就像设备的医生一样随时监测设备状态。选煤厂对此类信息的监测目前还比较少。
3.3电气回路数据系统
设备供电和控制回路数据监测,主要包括启动、停止、集中/就地等按钮信号监测,空开信号监测,综保数据监测,软启动器数据监测,变频器数据监测,这类数据在电气上保护和控制设备的状态。选煤厂对此类信息的采集,除了空开自动分闸、自动合闸应用比较少之外,其他信息都基本具备。
3.4仪器仪表数据系统
工艺设计上的桶类和池类容器的液位检测仪表、筒仓检测的料位仪表、密度仪表、磁性物含量仪表、流量仪表、压力仪表、分流执行机构、加水调节阀门、闸门开度仪表以及输送带保护使用的跑偏、拉绳、堆煤、失速、温度、烟雾、撕裂等,这类数据提供了工艺的需求数据,还有设计安全的保护类仪表。选煤厂对这类信息的检测目前基本具备。
3.5药剂添加数据系统
选煤厂药剂主要涉及到浮选系统需要添加的捕收剂和起泡剂,浓缩池需要添加的絮凝剂和凝聚剂,需要监测药剂的实时使用量和累积使用量以及药剂箱现有药剂量,这类数据是保证药剂系统正常运行的必要数据。大部分选煤厂没有此类数据的监测,只是人工进行确定。
4选煤智能化系统
选煤智能化系统是基于完善的自动化系统和完善的信息化系统,自动化系统和信息化系统运行在日益完善和高速的网络技术铺就的信息高速公路上,通过数据分析技术将信息化系统提供的大量信息进行整合分析,进而决策自动化系统的执行,而不是靠人为发号施令去执行。选煤厂生产智能化系统框图,如图2所示
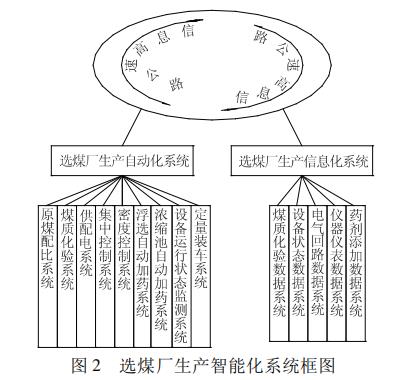
比如原煤煤质化验数据的实时提供,智能决策佳原煤配比,决定系统所能支持的佳入选量,调整所需分选密度,进而调整加水阀门和分流执行机构的开度,调整各入料泵的频率等,形成一套智能决策系统,系统中某一时刻的可调节环节在数据的分析决策下会形成一个相对固定的参数,随着数据信息实时变化而变化。
自动化系统和信息化系统就相当于人的身体和感知神经系统,智能化就相当于在自动化和信息化的基础上加上了人类的大脑,自动化去执行,信息化去采集和传递,大脑去分析决策。生产系统需要人为确定的就是生产指标和生产量,这样智能系统就可以自动地按照佳效果去完成生产任务。
智能化系统在实现智能化的基础上利用现有的技术进行网络发布、云平台技术开发、手机APP开发、大数据分析挖掘等,以友好的方式展现给终使用者任何需要的数据信息。
5安科瑞ARD系列智能电动机保护器介绍与综合选型
5.1产品简介
ARD该系列低压电动机保护器,具有过载、断相、不平衡、欠载、接地/漏电、堵转等保护功能。可与接触器、电动机起动器等电器元件构成电动机控制保护单元,具有远程自动控制、现场直接控制、面板指示、信号报警、现场总线通信等功能。应用范围:可广泛应用于煤矿、石化、冶炼、电力、建筑等行业的配电领域。
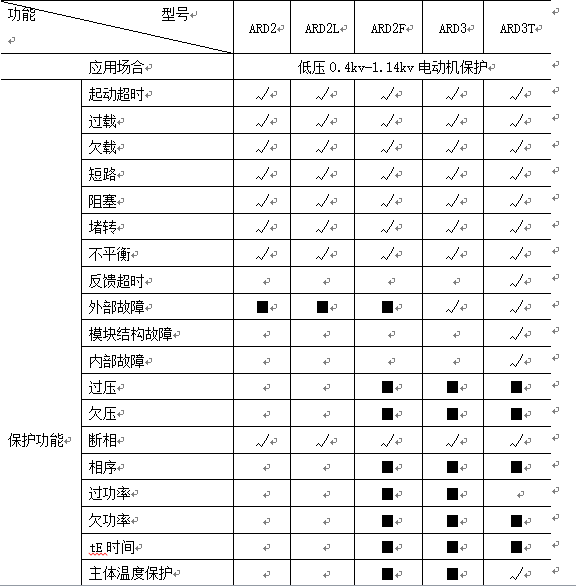
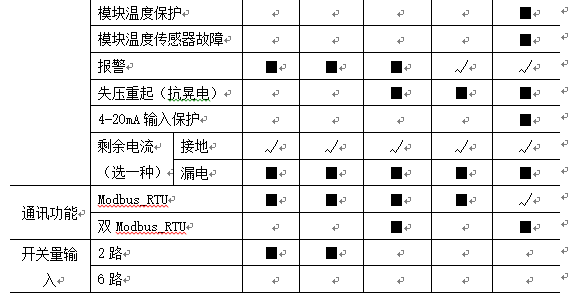
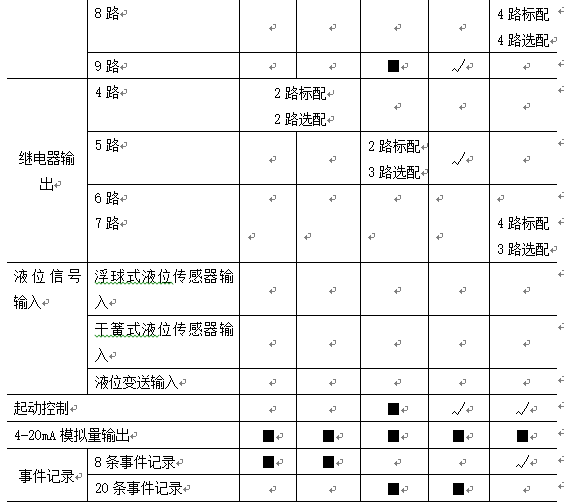
5.2产品选型
产品功能


6结语
选煤厂生产智能化建设还处于起步阶段,在自动化方面和信息化方面还存在一定的不足。选煤厂生产智能化实现以后,整个生产系统就需要接受给它下发的生产指标和生产量指令,按照指令以佳的方式完成生产任务,就像一台庞大的机器一样稳定的工作。选煤厂生产智能化一定可以实现,行业的企业和公司要起到带头作用,争取将这台庞大的智能化机器早日生产出来。
【参考文献】
[1]朱爱敏.关于新建选煤厂智能化系统规划的探讨[J].煤炭加工与综合利用,2019 (4): 30 -33.
[2]李梁才.选煤厂生产智能化探讨[J].选煤技术,2021(02):93-96.
[3]安科瑞企业微电网设计与应用手册.2020.06版.
作者简介:
张双,女,本科安科瑞电气股份有限公司,主要研究方向为电动机保护器的设计与应用。
 联系QQ:2880263320
联系QQ:2880263320 联系邮箱:2881392118@qq.com
联系邮箱:2881392118@qq.com 传真:18717707094
传真:18717707094 联系地址:上海市嘉定区马陆镇育绿路253号安科瑞
联系地址:上海市嘉定区马陆镇育绿路253号安科瑞
扫一扫 微信咨询
©2024 安科瑞电子商务(上海)有限公司 版权所有 备案号:沪ICP备18001305号-12 技术支持:智慧城市网 sitemap.xml 总访问量:249301 管理登陆
